

The manufacturing of steel pipes through hot extrusion grants an undeniable series of benefits, first of all that of being able to manufacture shaped pipes without any welding. This allows you to avoid the thermal alterations that typically occur at the welding area level.
Plus, there is a series of additional benefits which includes:
– High wear resistance
– High thermal conductivity
– Resistance to corrosion and high temperatures
– Smooth and uniform surface
– High durability
– Integral pieces for a greater resistance over time
– Simple manufacturing process
What is hot extrusion and what benefits it guarantees

Seamless steel pipes obtained by hot extrusion are the result of a manufacturing process in which the acting force is compression. In hot extrusion, steel billets are pushed through so-called “passage lights” that are shaped and arranged on special tools, called matrices, so as to obtain the desired shape.
This type of processing takes place at high temperatures to reduce the necessary forces and operate more easily on materials that, by nature, would not be especially ductile if processed at room temperature.
Hot extrusion can happen in two different ways:
- Direct: when the billet is pushed toward the tool with the aid of a piston
- Inverse: when the force is applied directly to the tool
As far as the phases of the manufacturing process go, hot extrusion develops as follows:
- Step 1 – Bar peeling: the material is peeled to obtain surfaces that can guarantee an excellent degree of roughness on the finished product.
- Step 2 – Billet cutting, spoking and possible drilling: the previously peeled bars are cut into blocks whose length is set according to technical specifications. The blocks are then checked, marked, spoked and stored through automated systems, and possibly drilled if we aim at manufacturing hollow profiles.
- Step 3 – Billet heating: Siderval has four electric magnetic induction ovens for heating the blocks in a controlled atmosphere.
- Step 4 – Press extrusion: the heated blocks are then extruded by means of a hydraulic horizontal press with a power of 2400 t, equipped with five different container sections. The section of the extrudable profile must be inscribed in a circle with a diameter of 215 millimeters.
- Step 5 – Finishing of the extruded bars: Siderval’s finishing department is equipped with customized machines that cut, straighten and shape the extruded bars with very narrow tolerances.
The hot extrusion process allows the manufacturing of profiles of various sizes, both of solid and very complex hollow shapes. It also permits the production of shapes that wouldn’t otherwise be obtainable with other technologies. The process is suitable for manufacturing even small batches and guarantees both a reduction of setup times and equipment costs.
Siderval: seamless steel pipes for the Energy industry
Seamless steel pipes and hollow sections manufactured by Siderval through hot extrusion process are mainly used for applications in the Energy industry.

The high quality of our solutions makes us the competent partner for the development and manufacturing of special components for large industrial plants, power plants for energy generation, but also for coal-fired plants, incinerators, biomass plants, chemical plants and refineries.
Here are the technical data of our seamless steel pipes:
- Thickness of the material: minimum 4 millimeters
- Dimensional range: maximum diameter 215 millimeters
- Internal diameter for hollow profiles: from 20 to 160 millimeters
- Weight per meter: from 1.5 to 110 kilograms
- Length: maximum 16,800 millimeters, depending on the cross section and profile material
- Materials: carbon and stainless steels, nickel-based alloys, resistant to corrosion and high temperatures.

The range of products that Siderval manufactures for the Energy industry is very varied, and includes different types of steel profiles obtained by hot extrusion:
- Semi-finished products for the construction of gas and steam turbines
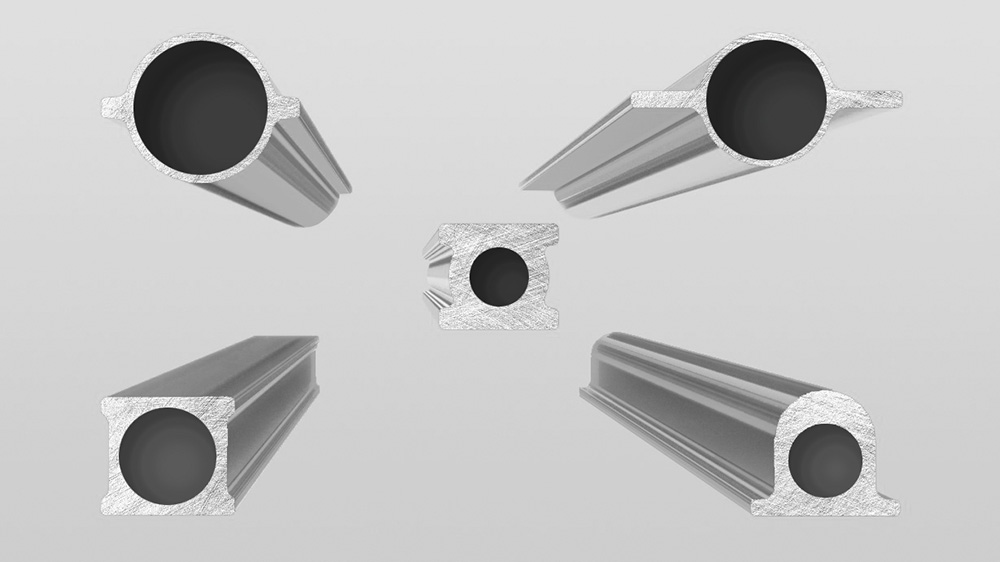
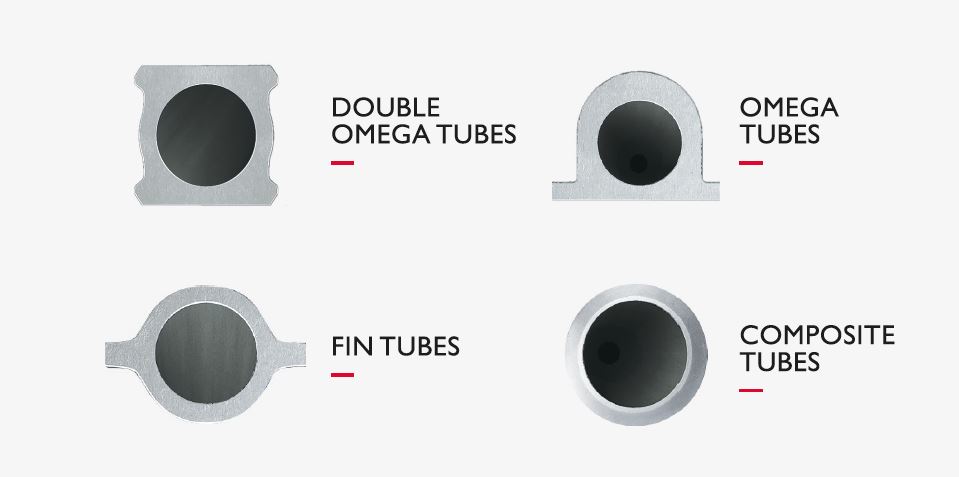
- Shaped pipes (finned pipes, omega pipes, double omega and seamless pipes) for membrane walls of boilers and steam generators
- Hear-resistant steel profiles for steel mills and refineries, thermal, nuclear and hydraulic power plant structures
- Profiles for hydrodynamic grids and water filtration in hydroelectric power plants
- Steel structure for nuclear waste containers
Get in touch with our experts now for a no-obligation consultation.